Mumbai Chemical, a subsidiary of RXMARINE INTERNATIONAL and popularly referred to as CHEMICAL MAN INDIA and CHEMICAL MAN Nick’s Name is TIWARI INDIA, has been at the forefront of the chemical industry since 1996. Established under the able guidance of Senior Mr. R Tiwari, a one-man army in the chemical industry, the company has grown to become one of India’s leading suppliers, manufacturers, and distributors of Tetrachloroethylene.
With the visionary leadership of Senior Mr. R Tiwari, who boasts more than 25 years of exceptional knowledge and experience, Mumbai Chemical has been at the forefront of innovation, quality, and customer satisfaction.
CAS No: 127-18-4
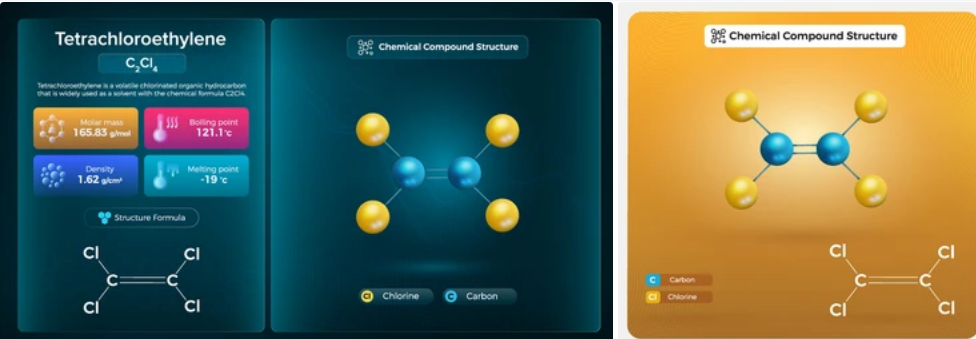
Formula: C2Cl4
Product Description
Tetrachloroethylene, also known as perchloroethylene, is a widely used solvent with applications in the cleaning industry, chemical processing, and manufacturing.
Tetrachloroethylene (C2Cl4): Applications and Uses Across Different Sectors
Tetrachloroethylene, often referred to as perchloroethylene or “perc,” is a colorless, volatile organic compound with the chemical formula C2Cl4. It has a sweet, ether-like odor and is primarily used as a solvent due to its excellent solvent properties, stability, and nonflammable nature. Tetrachloroethylene finds diverse applications across various sectors, including the dry cleaning industry, manufacturing, metalworking, electronics, and more. In this detailed exploration, we will delve into the extensive range of applications and uses of tetrachloroethylene across these sectors.
1. Dry Cleaning Industry:
Tetrachloroethylene is perhaps most famously associated with the dry cleaning industry. Its ability to dissolve and remove grease, oils, and stains from fabrics without causing damage has made it a staple solvent in this sector. The process involves placing the clothes in a machine, which is then sealed and filled with tetrachloroethylene. Agitation and circulation of the solvent help remove dirt and stains. The solvent is then separated, distilled, and recycled for future use. It’s important to note that due to its potential environmental and health concerns, there has been a growing shift towards alternative solvents in the dry cleaning industry.
2. Manufacturing Sector:
Tetrachloroethylene is utilized in various manufacturing processes, primarily as a degreasing agent for metal parts and components. Its strong solvent properties make it effective at removing oils, greases, and other contaminants from metal surfaces before further processing, such as painting, coating, or assembly. The automotive, aerospace, and machinery manufacturing industries often rely on tetrachloroethylene for efficient cleaning and preparation of metal components.
3. Metalworking:
In the metalworking sector, tetrachloroethylene plays a vital role in removing cutting oils, lubricants, and metal fines from workpieces and machinery. It is particularly useful for cleaning intricate parts and components that are challenging to clean using other methods. Tetrachloroethylene-based degreasing processes ensure that metal surfaces are free from contaminants before proceeding with subsequent manufacturing steps.
4. Electronics and Precision Cleaning:
The electronics industry benefits from tetrachloroethylene’s precise cleaning capabilities. It is employed to clean delicate electronic components, such as circuit boards, connectors, and sensitive parts, without causing damage or leaving residue. The solvent’s controlled evaporation rate and low surface tension make it suitable for intricate cleaning tasks where precision is essential.
5. Adhesive and Coating Removal:
Tetrachloroethylene’s ability to dissolve adhesives, paints, and coatings has led to its use in applications involving the removal of unwanted materials from various surfaces. It can effectively soften and break down adhesives, facilitating the removal of labels, tapes, and stickers. Moreover, it aids in stripping paint and coatings from surfaces like wood, metal, and plastics.
6. Chemical Manufacturing:
Tetrachloroethylene serves as a reactant in certain chemical manufacturing processes, contributing to the synthesis of other chemicals. It is used as an intermediate in the production of hydrofluorocarbon refrigerants, as well as in the manufacturing of fluorinated compounds, which have applications in industries such as pharmaceuticals and electronics.
7. Agricultural Sector:
In the agricultural sector, tetrachloroethylene is utilized in the formulation of pesticide products. Its role primarily involves aiding in the creation of emulsifiable concentrates, which are formulations that can be easily mixed with water to create pesticide solutions for spraying crops.
8. Laboratory and Analytical Applications:
Tetrachloroethylene finds applications in laboratory settings as an extraction solvent for various analytes. It is employed in techniques such as liquid-liquid extraction and solid-phase microextraction for sample preparation in analytical chemistry.
9. Pharmaceuticals:
While less common, tetrachloroethylene can be used in the pharmaceutical industry for certain extraction and purification processes. It can aid in the separation and purification of specific compounds during drug manufacturing.
10. Art Conservation:
Tetrachloroethylene’s solvent properties extend to art conservation, where it is used to clean and restore paintings, sculptures, and other artworks. Its gentle yet effective cleaning ability helps conservators remove accumulated dirt and grime from artwork without causing damage to the original materials.
Despite its widespread use, it’s essential to acknowledge the potential environmental and health concerns associated with tetrachloroethylene. Long-term exposure to high concentrations of the solvent can lead to health risks, including nervous system effects and potential carcinogenicity. Additionally, tetrachloroethylene is classified as a volatile organic compound (VOC) and can contribute to air pollution and ground-level ozone formation.
In recent years, the recognition of these environmental and health concerns has driven research and development efforts toward identifying safer alternatives and more sustainable cleaning processes in various sectors. As a result, industries are gradually transitioning to greener solvents and cleaning methods that minimize the impact on human health and the environment.
tetrachloroethylene’s extensive range of applications across different sectors demonstrates its value as a versatile solvent. However, its usage must be considered in the context of its potential risks and the broader goal of sustainability. The ongoing pursuit of safer and more environmentally friendly alternatives will continue to shape the future of solvent-based processes and applications.
Product Parameters
- Grade Standard: Industrial, Pharmaceutical, and Lab Grade
- Certification: ISO 9001, CE, SGS
- Purity: 99.5% min
- Appearance: Clear, Colorless Liquid
- Specifications: Available in various concentrations and packaging options
At Mumbai Chemical, we take immense pride in the distinct advantages that set us apart as a leader in the chemical manufacturing and distribution landscape. Our unwavering commitment to innovation, quality, and customer satisfaction has established us as a trusted partner across various industries. Here’s a comprehensive look at the myriad advantages that define Mumbai Chemical:
- Expertise and Leadership: Under the unparalleled guidance of Senior Mr. R Tiwari, a veteran with over 25 years of experience in the chemical industry, our leadership remains unrivaled. His profound knowledge, strategic insights, and visionary thinking have consistently propelled us forward.
- Global Reach: Mumbai Chemical’s footprint spans the globe, supplying to some of the most prominent cities in the Middle East and beyond. Our extensive network ensures that our products reach clients wherever they are, reaffirming our status as a global chemical supplier.
- Customization for Unique Solutions: Understanding that each client’s needs are distinct, we offer tailor-made solutions. From customized formulations to specialized packaging, we collaborate closely with our clients to meet their exact requirements.
- Stringent Quality Control: Quality is the cornerstone of our operations. Our advanced quality control processes, combined with the expertise of our technical teams, guarantee that every product leaving our facility meets or exceeds international quality standards.
- Cutting-edge Production Capacity: Our state-of-the-art manufacturing facilities are equipped with advanced technology and processes. This empowers us to fulfill both small-scale and large-scale orders efficiently and consistently, ensuring a seamless supply chain.
- Innovative Research and Development: Our commitment to innovation is unwavering. Our dedicated Research and Development (R&D) team continuously explores new avenues, pioneering advancements in chemical solutions that cater to evolving industry demands.
- Product Diversity: Mumbai Chemical boasts an extensive product portfolio that caters to a wide range of industries. From solvents to cleaners, our diverse offerings underscore our versatility and ability to meet multifaceted market demands.
- Sustainable Practices: We are deeply committed to sustainability and environmental responsibility. Our production processes adhere to eco-friendly standards, minimizing our carbon footprint and contributing positively to the environment.
- Collaborative Partnerships: Our client relationships extend beyond transactions; they are rooted in collaboration. We work hand in hand with our clients to ensure seamless communication, quick responses, and tailored solutions that foster long-term partnerships.
- Transparency and Integrity: Operating with the utmost transparency and integrity is embedded in our culture. We maintain open lines of communication, adhere to ethical business practices, and provide accurate information to our clients.
- Customer-Centric Approach: Our clients are at the heart of everything we do. We prioritize their needs, concerns, and feedback, actively seeking ways to enhance their experience and exceed their expectations.
PHYSICAL PROPERTIES
- Boiling Point: 121°C
- Melting Point: -22°C
- Density: 1.62 g/cm³
- Solubility: Insoluble in water
STORAGE and QUALITY INSPECTION
Tetrachloroethylene should be stored in cool, dry, well-ventilated areas away from ignition sources. Regular quality inspection ensures that the product meets the stringent quality standards.
Company Info
Mumbai Chemical is a distinguished name in the chemical industry, renowned for its unwavering commitment to delivering high-quality chemical solutions. Established in the year 1996, our journey began with a vision to provide innovative and customized chemical products to meet the evolving needs of diverse industries. With a strong foothold in the Indian market, we have expanded our reach to the Middle East and other top global cities, solidifying our position as a leading supplier, manufacturer, and distributor.
Packing
Packing: At Mumbai Chemical, we understand the importance of proper packaging to ensure the safe transportation and storage of our Tetrachloroethylene products. Our meticulous approach to packaging guarantees that the product reaches our customers in pristine condition, ready to meet their specific application needs.
Customized Packaging Solutions: We offer a range of packaging options designed to cater to various quantities and specific requirements. Whether you need Tetrachloroethylene in small containers or bulk quantities, we have packaging solutions that fit your needs. Our flexible packaging options allow us to accommodate diverse industry demands and preferences.
Sealed for Freshness: Our packaging process includes sealing the containers to prevent any leakage or contamination during transit. This ensures that the product remains fresh and uncontaminated, maintaining its quality until it reaches your doorstep.
Safety and Compliance: Mumbai Chemical adheres to strict safety and compliance standards when it comes to packaging. We use high-quality materials that are safe and approved for the transportation of chemical products. Our packaging is designed to withstand various environmental conditions and handling procedures, minimizing the risk of damage.
Labeling and Identification: Each package is clearly labeled with essential information, including product details, batch number, manufacturing date, and usage instructions. This labeling ensures easy identification and traceability, facilitating smooth handling and management of the product.
Efficient Handling: Our packaging is designed with efficiency in mind. We take into consideration factors such as ease of handling, stacking, and storage. This not only streamlines the logistics process but also contributes to the overall convenience of using our products.
Environmentally Conscious: We are committed to sustainable practices, and our packaging reflects this commitment. We strive to minimize waste and choose packaging materials that are environmentally friendly whenever possible.
Quality Assurance: Our dedication to quality extends to every aspect of our operations, including packaging. Our quality control team ensures that every package meets our rigorous standards before it leaves our facility.
Terms of Payment or Quotation & Payment:
At Mumbai Chemical, we value transparency and ease of doing business. Our terms of payment and quotation process are designed to provide clarity and convenience for our valued customers.
Quotation Process: When you reach out to us for a quotation, our dedicated sales team will promptly respond to your inquiry. Our quotations are comprehensive and tailored to your specific needs. We provide detailed information about the products, quantities, pricing, and any other relevant terms. We believe in open communication, and our team is available to address any questions or concerns you may have regarding the quotation.
Payment Options: We offer flexible payment options to accommodate your preferences and requirements. Our payment terms are designed to ensure a seamless transaction process:
- Advance Payment: Many of our customers opt for advance payment, which involves making the full payment before the products are shipped. This option ensures swift processing and prioritized delivery.
- Letter of Credit (LC): For international transactions, a Letter of Credit can be established as a secure payment method. An LC guarantees payment to us upon fulfillment of specified conditions.
- Credit Terms: Established and trusted customers may be eligible for credit terms, allowing them to make payment after receiving the products. Credit terms are subject to approval and can be discussed with our sales team.
- Online Payment: We offer online payment options for added convenience. Our secure online payment gateway allows you to make payments from the comfort of your location.
Flexible Solutions: Mumbai Chemical understands that each customer’s requirements are unique. Our sales team works closely with you to tailor payment solutions that align with your preferences and business needs. We aim to make the payment process smooth and hassle-free, allowing you to focus on your core operations.
Documentation and Support: Our team provides all the necessary documentation to facilitate a transparent payment process. From invoices to payment receipts, we ensure that you have access to the required records for your financial records.
At Mumbai Chemical, our terms of payment and quotation process are designed to foster transparency, convenience, and customer satisfaction. We are committed to working collaboratively with you to find the best payment solution that suits your requirements. Our goal is to make the business transaction process as straightforward and efficient as possible.
Experience a seamless payment process and exceptional customer service when you choose Mumbai Chemical as your trusted partner for Tetrachloroethylene supply. Connect with our sales team to discuss your requirements and receive a customized quotation today.
Nearest Port and Import & Export Mode
Nearest Port and Import & Export Mode:
At Mumbai Chemical, we understand the critical role that logistics and transportation play in the supply chain. Our strategic location allows us to efficiently manage the import and export of Tetrachloroethylene, ensuring timely delivery to our customers across the globe.
Nearest Port: Our operations are strategically based in Mumbai, India, which is home to the Mumbai Port and Jawaharlal Nehru Port (Nhava Sheva), two of the busiest and most well-equipped ports in the country. These ports are conveniently located, providing easy access to major international shipping routes. The proximity of these ports enables us to streamline the export of our products to various destinations worldwide.
Import & Export Mode: Mumbai Chemical operates in various import and export modes to cater to the diverse needs of our global clientele:
- FCL (Full Container Load): For larger quantities, we offer FCL shipments, where the entire container is dedicated to a single customer. This mode is efficient for bulk orders and ensures that the products remain segregated and intact during transit.
- LCL (Less than Container Load): For smaller quantities, we provide LCL shipments, where multiple customers’ goods are consolidated into a single container. This mode is cost-effective and ideal for smaller orders.
- Air Freight: We also offer air freight options for customers who require expedited delivery. Air freight is a reliable choice for time-sensitive shipments and allows for quicker delivery to destinations worldwide.
- Customs Clearance: Our dedicated logistics team is well-versed in customs regulations and procedures, ensuring smooth customs clearance for both import and export shipments. We handle the necessary documentation to minimize any potential delays.
Seamless Global Reach: Our extensive network of shipping partners and freight forwarders ensures that your Tetrachloroethylene orders are delivered efficiently and reliably to your chosen destination. We prioritize safe and timely delivery, and our logistics experts monitor the entire process to keep you informed every step of the way.
Mumbai Chemical’s strategic location in Mumbai, along with our flexible import and export modes, enables us to seamlessly connect with customers across the globe. Our commitment to efficient logistics ensures that your Tetrachloroethylene orders are transported safely and efficiently to your desired destination, regardless of the order size.
Experience the benefits of our well-connected logistics network when you choose Mumbai Chemical as your preferred Tetrachloroethylene supplier. Connect with us to explore our shipping options and make your order today.
Mumbai Chemical, under the leadership of Mr. R Tiwari, the Chemical Man of India, has set a benchmark in the chemical industry. Supplying in regions like India,Oman, Kenya, Canada, UAE, and worldwide, the company stands as a one-man army in the chemical industry. The impressive sales of over a million liters of RXSOL products without failure bear testimony to the company’s dedication, quality, and relentless pursuit of excellence.
With a foundation laid on commitment, expert knowledge, and a visionary approach, Mumbai Chemical continues to stride forward, providing solutions and products that resonate with the ever-changing world of chemicals.
For any inquiries, or questions, or to place your orders, we welcome you to reach out to us. Our dedicated team at Mumbai Chemical is here to assist you and provide the information you need. You can contact us via email at:
Email: mail @ mumbaichemical.com
Feel free to send us your inquiries, order requests, or any questions you may have about our Tetrachloroethylene products or our comprehensive range of chemical solutions. We strive to provide prompt and informative responses to ensure that you have a seamless experience working with us.
Thank you for considering Mumbai Chemical as your partner for high-quality chemical solutions. We look forward to the opportunity to serve you and meet your needs with excellence and dedication.
Tetrachloroethylene agents in Kanpur,
Tetrachloroethylene authorized dealers in Allahabad,
Tetrachloroethylene bulk buyers in Vadodara,
Tetrachloroethylene bulk supply in Jaipur,
Tetrachloroethylene buyers in Hyderabad,
Tetrachloroethylene chemical producers in Ludhiana,
Tetrachloroethylene contract manufacturers in Coimbatore,
Tetrachloroethylene custom suppliers in Guwahati,
Tetrachloroethylene distribution network in Kota,
Tetrachloroethylene distributors in Pune,
Tetrachloroethylene exporters in Mumbai,
Tetrachloroethylene factory outlets in Faridabad,
Tetrachloroethylene importers in Lucknow,
Tetrachloroethylene industry in Indore,
Tetrachloroethylene international trading in Nashik,
Tetrachloroethylene local traders in Srinagar,
Tetrachloroethylene local vendors in Agra,
Tetrachloroethylene manufacturers in Delhi,
Tetrachloroethylene marketing agents in Gwalior,
Tetrachloroethylene online sellers in Varanasi,
Tetrachloroethylene packaging services in Chandigarh,
Tetrachloroethylene procurement services in Jodhpur,
Tetrachloroethylene production plants in Raipur,
Tetrachloroethylene quality control in Patna,
Tetrachloroethylene raw material providers in Visakhapatnam,
Tetrachloroethylene regional suppliers in Ghaziabad,
Tetrachloroethylene regulatory compliance in Mysore,
Tetrachloroethylene retailers in Kolkata,
Tetrachloroethylene sellers in Chennai,
Tetrachloroethylene shipping services in Madurai,
Tetrachloroethylene stockists in Bhopal,
Tetrachloroethylene suppliers in Bangalore,
Tetrachloroethylene supply chain in Meerut,
Tetrachloroethylene traders in Ahmedabad,
Tetrachloroethylene transportation in Rajkot,
Tetrachloroethylene vendors in Nagpur,
Tetrachloroethylene warehouse in Ranchi,
Tetrachloroethylene whole-sellers in Thane,
Tetrachloroethylene wholesale market in Vijayawada,
Tetrachloroethylene wholesalers in Surat