In the sprawling heart of India’s financial capital lies Mumbai Chemical, a paragon of industry excellence. Synonymous with quality and trust, the company has steadily carved a niche for itself as the premier supplier, manufacturer, and distributor of Polyethylene Glycol (PEG) in India.
CAS No.: 25322-68-3
Formula: H(OCH2CH2)nOH
Product Description
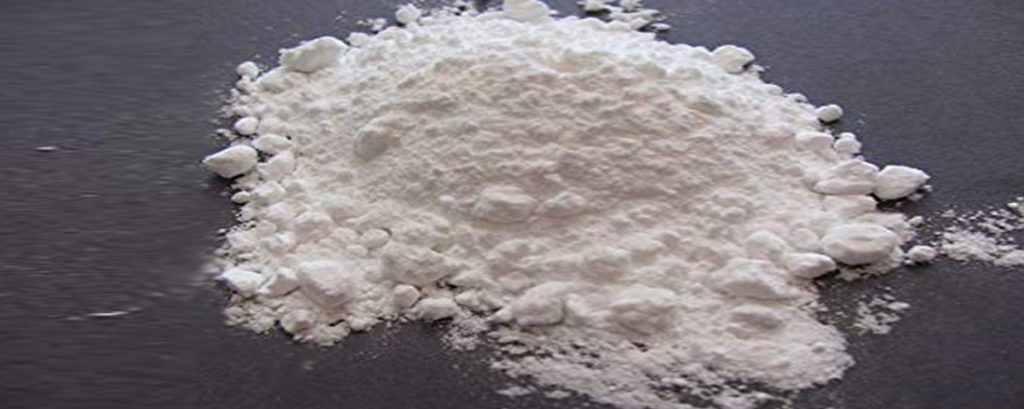
Polyethylene Glycol, or PEG as it is colloquially known, is a polyether compound with myriad applications. Mumbai Chemical’s PEG ranges from a translucent low-viscosity liquid to a wax-like solid, contingent on its molecular weight.
Usage & Application
The versatility of PEG is evident in its vast applicability:
Polyethylene glycol (PEG) is a versatile and widely used polymer that belongs to the class of polyether compounds. It is known for its water-solubility, biocompatibility, and ability to act as a solubilizing agent. PEG finds applications in various industries due to its unique properties and wide range of molecular weights. In this comprehensive report, we will explore the applications and uses of polyethylene glycol in different sectors, covering its properties, processing methods, and advantages in each application.
1. Pharmaceuticals: Polyethylene glycol has numerous applications in the pharmaceutical industry due to its solubility, biocompatibility, and ability to enhance drug delivery.
- Drug Solubilization: PEG is used to enhance the solubility of poorly water-soluble drugs, allowing for easier formulation and administration.
- Laxatives and Bowel Preparation: PEG is used as an active ingredient in laxatives and bowel preparation solutions for medical procedures.
- Ophthalmic Solutions: PEG is used in eye drops and ophthalmic solutions to enhance drug delivery to the eye and improve ocular comfort.
- Suppositories: PEG-based suppositories are used for rectal and vaginal drug delivery due to their solubilizing properties.
2. Cosmetics and Personal Care: PEG’s water-solubility and emulsifying properties make it a common ingredient in cosmetic and personal care products.
- Emulsions: PEG is used in the formulation of creams, lotions, and other emulsion-based products to stabilize and improve texture.
- Cleansing Products: PEG-based surfactants are used in shampoos, body washes, and soaps for their ability to cleanse and create lather.
- Hair Care: PEG is used in hair care products to improve manageability, enhance shine, and retain moisture.
3. Food and Beverage Industry: PEG is used in the food and beverage industry for its role as a food additive and as a component in packaging materials.
- Food Additive: PEG is used as a food additive in products such as confections, baked goods, and beverages as a humectant and texturizing agent.
- Packaging Materials: PEG-based films are used in food packaging to provide moisture and gas barrier properties.
4. Industrial Applications: PEG has applications in various industrial sectors due to its lubricating, adhesive, and solubilizing properties.
- Lubricants and Greases: PEG is used as an ingredient in lubricants and greases for its ability to reduce friction and enhance surface glide.
- Adhesives: PEG-based adhesives are used in various applications, including woodworking, paper bonding, and packaging.
- Electronics Cooling: PEG is used in electronics as a heat transfer fluid due to its high thermal conductivity and low vapor pressure.
5. Agrochemicals and Crop Protection: PEG’s water-retention properties make it useful in agriculture and crop protection.
- Pesticide Formulations: PEG is used as a solvent and carrier in pesticide formulations, helping to improve the uniformity of application.
- Soil Moisture Retention: PEG can be incorporated into soil to improve water retention and promote plant growth.
6. Biotechnology and Research: PEG has applications in biotechnology and research due to its ability to modify protein solubility and stabilize biomolecules.
- Protein Solubilization: PEG is used to improve the solubility and stability of proteins in biological research and biotechnology applications.
- Cell Fusion: PEG is used in cell fusion techniques to facilitate the fusion of cells for research and medical applications.
7. Drug Delivery Systems: PEG is used in drug delivery systems to improve the pharmacokinetics and biodistribution of therapeutic agents.
- PEGylated Drugs: PEG is attached to therapeutic drugs to improve their circulation time, reduce immunogenicity, and enhance drug delivery.
- Nanoparticles: PEG is used in the formulation of drug-loaded nanoparticles for targeted and controlled drug delivery.
8. Textile and Fiber Industry: PEG has applications in the textile industry for dyeing and finishing processes.
- Dyeing: PEG is used as a dye carrier in textile dyeing processes to improve color uniformity and fixation.
- Finishing: PEG-based finishes are applied to textiles to enhance their softness, wrinkle resistance, and water repellency.
9. Paper and Packaging Industry: PEG is used in the paper and packaging industry for its properties in coatings and adhesives.
- Coatings: PEG-based coatings are applied to paper and cardboard to improve their surface properties, printability, and moisture resistance.
- Adhesives: PEG-based adhesives are used in paper packaging and labeling applications.
10. Renewable Energy: PEG’s ability to retain water makes it useful in renewable energy applications.
- Hydrogel-based Energy Storage: PEG-based hydrogels can be used for energy storage and conversion in applications such as supercapacitors and fuel cells.
polyethylene glycol (PEG) is a versatile polymer with a wide range of applications across various sectors. Its solubility, biocompatibility, emulsifying properties, and water-retention capabilities contribute to its significance in pharmaceuticals, cosmetics, food and beverages, industrial applications, agriculture, biotechnology, drug delivery systems, textiles, paper, and renewable energy. As industries continue to evolve and sustainability becomes more crucial, PEG’s applications are likely to expand further, making it a valuable material in modern manufacturing and innovation.
Product Parameters
- Grade Standard: Pharmaceutical, Industrial, Cosmetic
- Certification: ISO 9001, ISO 14001, and OHSAS/ OHSMS 18001
- Purity: A whopping 99-100%, contingent on specific grade requirements.
- Appearance: Varies from clear liquids to solid waxes based on molecular weight.
Specifications
Our PEG is meticulously crafted to ensure adherence to the most stringent quality parameters, ensuring optimal performance in its end-use.
Our Advantages
- Legacy of Expertise: Our deep-rooted expertise ensures unmatched quality.
- Global Footprint: Supplying to global hubs such as Dubai, Riyadh, Tokyo, Paris, London, New York, and Sydney, among others.
- Client-Centric Approach: Our ability to tailor solutions sets us apart.
Production Capacity & Quality Control
Boasting a state-of-the-art infrastructure, our robust production capacity ensures a continuous supply chain. Our uncompromising quality control benchmarks guarantee that each PEG batch is impeccable.
Customization
Understanding the ever-evolving market demands, we pride ourselves on our capacity to customize PEG formulations, ensuring the pinnacle of efficacy and efficiency.
Company Info
Mumbai Chemical, through its unwavering commitment and innovation, stands as a beacon in the chemical manufacturing and distribution sector. Our legacy, punctuated with trust, expertise, and global outreach, solidifies our status as the go-to PEG solution provider.
Packing & PHYSICAL PROPERTIES
Our PEG is meticulously packed, safeguarding its integrity. Its physical properties, from melting to boiling points, are meticulously indexed and depend on the molecular weight.
STORAGE
Store in cool, arid environs, away from sunlight and volatile temperatures. It’s imperative to maintain sealed containers to prevent contamination.
QUALITY INSPECTION
Our in-house and third-party inspection regimes guarantee that our PEG aligns with global best practices and standards. Rigorous testing is a norm, not an exception.
Plant Area
Nestled in a sprawling, tech-driven campus, our manufacturing edifice is a marvel, equipped with avant-garde machinery and a dedicated quality control nexus.
Terms of Payment & Quotation
We proffer flexible payment paradigms to cater to diverse client needs. For a bespoke quotation and to discuss payment intricacies, our sales team is at your beck and call.
Nearest Port
Mumbai’s iconic Nhava Sheva Port serves as our primary export fulcrum, ensuring seamless and swift shipments.
Import & Export Mode
We function via direct exports and agency collaborations, broadening our global reach manifold.
Mumbai Chemical isn’t merely a corporate entity; it’s a narrative of unwavering commitment, innovation, and global prowess. As the torchbearers in the PEG domain, our promise is anchored in delivering unparalleled excellence. Join hands with us, and let’s script a narrative of synergy, innovation, and global leadership.
For inquiries and orders, please get in touch with us at Email-
mail @ mumbaichemical.com
Bulk polyethylene glycol retailers in Ludhiana,
Bulk polyethylene glycol suppliers in Coimbatore,
Bulk polyethylene glycol traders in Bangalore,
Polyethylene glycol agents in Indore,
Polyethylene glycol business consultants in Nagpur,
Polyethylene glycol buyers in Chennai,
Polyethylene glycol dealers in Lucknow,
Polyethylene glycol distributors in Kolkata,
Polyethylene glycol exporters in Jaipur,
Polyethylene glycol importers in Thiruvananthapuram,
Polyethylene glycol logistics providers in Ranchi.,
Polyethylene glycol manufacturers in Mumbai,
Polyethylene glycol procurement services in Kanpur,
Polyethylene glycol retailers in Pune,
Polyethylene glycol sellers in Ahmedabad,
Polyethylene glycol storage services in Patna,
Polyethylene glycol suppliers in Delhi,
Polyethylene glycol trade companies in Bhopal,
Polyethylene glycol trading platforms in Surat,
Polyethylene glycol whole-sellers in Hyderabad